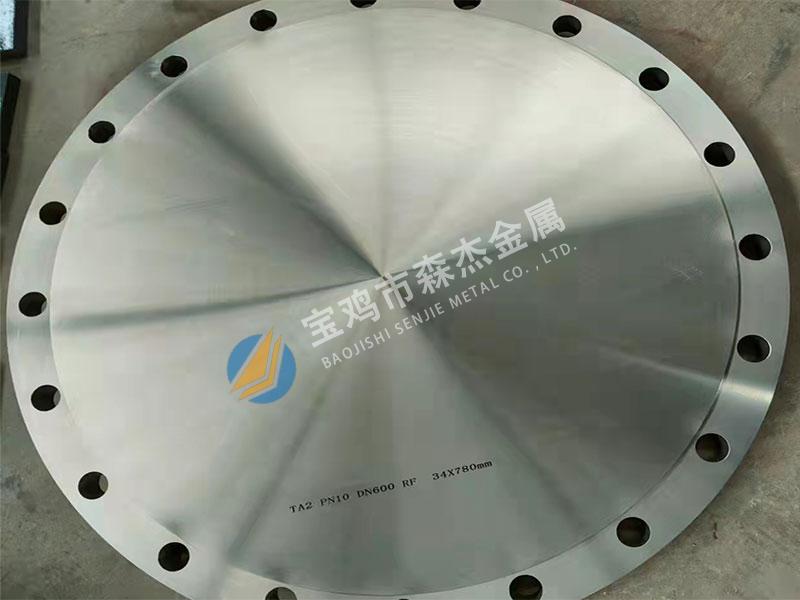
钛法兰、钛合金法兰、钛锻件生产工艺及用途
法兰又叫法兰盘或突缘。使管子与管子相互连接的零件,连接于管端。法兰上有孔眼,可穿螺栓,使两法兰紧连。法兰间用衬垫密封。法兰管件(flanged pipe fittings)指带有法兰(突缘或接盘)的管件。它可由浇铸而成 ,也可由螺纹连接或焊接构成。法兰联接(flange,joint)由一对法兰、一个垫片及若干个螺栓螺母组成。垫片放在两法兰密封面之间,拧紧螺母后,垫片表面上的比压达到一定数值后产生变形,并填满密封面上凹凸不平处,使联接严密不漏。
2,法兰的执行标准: 法兰标准:HG、GB、JB、API、ASTM, ANSI、ISO、BS、DIN、NF、JIS
3,生产方式:锻造、模锻、旋锻、精锻、焊接
4,检测方式:可根据客户需要做射线检测,着色,探伤实验等检测。
6,主体材料:TA1,TA2,TA9,TA10,TC4(GR1,GR2,GR5,GR7,GR9,GR12)
钛法兰加工过程要点加工的操作过程中需要严格按照操作规程进行,为满足零件批产的需求和质量的稳定,加工过程中需要注意多个方面,其中包括:
(1) 刀具的装夹长度需要严格规定,因为在进行极 率的去除材料过程中,往往牵扯零件和刀具震动问题,通过调整参数尽管可以避免共振产生,但为了追求成本上的降低,应选择 的加工条件。(2) 刀具的耐用度需要经过试验和统计,因为加工钛合金零件过程中常常出现加工硬化等表面问题,该问题往往由于刀具积压零件表面或切屑进人切削区域产生,因此钝刀不能使用,必须明确规定每把刀具加工零件的数量。(3) 精加工过程必须使用新刀刃并且精加工过程中不允许中途更换刀片,避免刀片尺寸和锋利程度对零件质量造成不稳定影响。(4) 对于整体硬质合金刀具,加工前必须检查刀具是否锋利,磨损较严重的刀具不允许使用。(5) 安装精加工刀具过程中必须检查刀具偏摆,刀具偏摆值超过0.02时将造成部分特性超差。
钛法兰的热加工特点是变形抗力大,变形温度范围狭窄。六方晶体结构的钛,不易变形。为提高塑性,就需将金属加热到相变点以上的b相区,进行所谓b加工。但由于钛法兰过热倾向大,高温加热将引起b晶粒急剧长大,但若变形量不足,冷却后形成粗大魏氏组织则会明显降低合金的期性与疲劳强度,而月这种过热组织在随后的热处理中艰以 ,因此目前生产中对成品或成品前一火的热加工起始温度规定不用过临界点Tb。
钛合金法兰导热性差,在快速变形时,工件心部温升快,因热量传递慢而容易造成过热,而工件表面温度则较低,又易形成表面裂纹,故加工过程中需注意掌握变形速率和变形量。由于钛法兰的变形抗力对变形温度的降低或变形速率的提高非常敏感,以至停锻温度也不能过低。这两方面因素的约束,使大多数钛法兰的成品加工温度范围限制在800一950℃之间,掌握起来很不容易。但对铸锭的开坯,温度范围可以扩大到850一1150℃,在随后火次的加工过程中,再逐次降低温度。