


一般复合钢板的制造方法有:填充金属钢锭轧制法、复合法、轧制压接法、堆焊法等。考虑到钛的特性,工业上常采用复合法或轧制压接法,而实际的生产方法则包括①复合法,轧制压接法又包括②厚板轧制法③与连续热轧法。复合法通常是在常温下进行的,轧制压接法是将板组装、加热轧制。
钛钢复合板复合法
复合法的要点:首先将欲压接的2张金属板之间保持一定间隔放置,在其上面再放上适量。由的一端,速度每秒数千米,凭借该爆发能钛板从基材钢板的角度碰撞。在该碰撞点基材钢板与钛板因非常大的变形速度与超高压下显示出流体行为,两金属表面的氧化膜、气体吸附层作为金属喷流而排除掉,干净的面与面之间的接合就在瞬间完成,称之为冷接合。
采用该法制造的钛钢复合板可继续热轧至板厚为4mm,所以又称为复合法。
钛钢复合板厚板轧制法
厚板轧制法初将钛板(复合材)与钢板(基材)以嵌入式的板坯组装。这时,在钛板与钢材之间放入合适的中间嵌入材,再在高真空下采用电子束焊接。后放入加热炉加热后,在厚板轧机上强压轧到所要求的厚度,这样钛板与钢板则真正接合了。后将外围切割,分离为2张板。
钛钢复合板连续热轧法
连续热轧法与厚板轧制法基本相同,所不同的是2张板中间加入的是钢板,在大气下进行电弧焊接,后在连续热轧机上连续轧至所要求的厚度,以带卷形式取出。后将外围切割,分离为2张板。
钛钢复合板应用领域
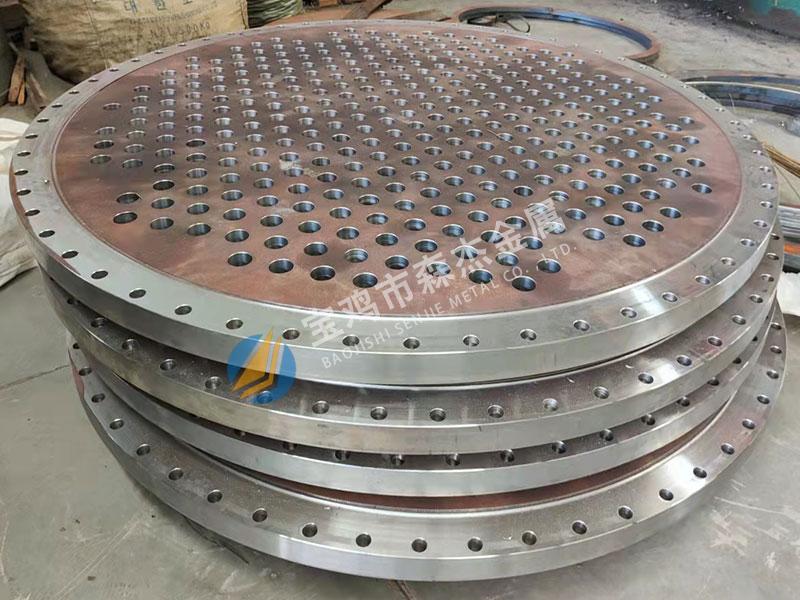
厚板轧制法制造的钛钢复合板为厚板,其用途主要用作耐蚀性构造材料。高纯度对酞酸设备等的化工设备、冷凝器的管板用在发电设备上。
连续热轧制造的钛钢复合板为薄板,主要用在海洋钢构造物的衬里,应用领域为海洋土木。
钛钢复合板问题及
钛钢复合板质量问题
钛钢复合板生产中,其常见的质量问题是:复合板缺陷和焊接缺陷。其中前者主要是结合率不够、钛层及钢层局部表面裂纹等;后者主要有气孔、裂纹、未焊透、夹渣。
钛钢复合板措施
1、复合板缺陷
1)坚持来料复验制度,复合板的结合状况应逐张检验。重点是过渡接头、法兰等。对钛材不考虑强度的复合板,探伤要求周边50mm宽的范围内连续超声波探伤,其余区域做200mm间距探伤。其余,探伤。
2)复合板塑性差时,要重新退火,消除应力,提高其性能,防止后续制作产生缺陷。
3)对卷筒、冲压封头等牵扯板需要弯曲操作时,当温度低时,要火焰预热弯曲部位,防止产生鼓泡或裂纹。
4)在刨破口、钻管孔操作时,下料和钻孔操作要尽量从钛层向钢层方向加工,防止将复合板撕开或形成裂纹。
2、焊接缺陷
1)焊接钛层要用纯度不低于99.99%的做保护气体。此外焊丝不允许有裂纹、夹层。
2)焊接前认真清理、处理工件焊接区。环境温度低于5℃,应用火焰预热基层钢面。
3)对于钛钢复合板设备,钛焊缝加工工艺为贴条加工,即将复合板边部15mm范围内钛层去除,先焊接钢材焊缝,再用50mm宽钛板条将钢焊缝完全覆盖,进行钛层的焊接,同时保护。
4)对复合板表面微裂纹必须将缺陷清除干净后再进行补焊。对于小裂纹可采用直接补焊法。
5)对于制作以及成检过程中发现的不贴合,若面积大必须更换材料,若面积小,可以采用补救,用不结合区用钛铆钉进行加固,铆钉以少为宜。
钛管件中的钛密度低、轻质、强度高、良好的耐腐蚀性、机械性能和焊接性,使其用于多种领域:用于化工设备、海上发电设备、海水减淡设备、船舶部件、电镀工业等行业。耐腐蚀性比不锈钢强15成,使用寿命比不锈钢长10成左右。
特性:
1、抗腐蚀性能好:钛管件在潮湿的空气和海水介质中工作,其耐腐蚀性能显明高于不锈钢,在点蚀、酸蚀和应力腐蚀方面强。
2、抗低温性能好:钛合金在低温下,仍能保持其力学性能。
3、强度高:钛合金的密度一般在4.51g/立方厘米左右,为钢的60%,钛合金的比强度(强度/密度)远大于其他金属结构材料。
4、热强度高:钛管件测在450~500℃下能长期保持,强度较高,但在150℃时铝合金的比强度减低,钛合金的工作温度可达500℃以下,铝合金的工作温度可达200℃以下。
5、表面光滑无结垢层,结垢系数大大减低。
钛管件的强度比优良钢高,有良好的耐热强度、低温韧性和断裂韧性,钛制品多用作飞机等部件和火箭、结构件及钛设置装备.