

三通为管件、管道连接件。又叫管件三通或者三通管件,三通接头,用在主管道要分支管处。
三通是具有三个口子,即一个进口,两个出口;或两个进口,一个出口的一种化工管件,有T形与Y形,有等径管口,也有异径管口,用于三条相同或不同管路汇集处。三通的主要作用是改变流体方向的。
三通是用于管道分支处的一种管件。对于采用无缝管制造三通来讲,目前通常所采用的工艺有液压胀形和热压成形两种。三通的液压胀形是通过金属材料的轴向补偿胀出支管的一种成形工艺。其过程是采用专用液压机,将与三通直径相等的管坯内注入液体,通过液压机的两个水平侧缸同步对中运动挤压管坯,管坯受挤压后体积变小,管坯内的液体随管坯体积变小而压力升高,当达到三通支管胀出所需要的压力时,金属材料在侧缸和管坯内液体压力的双重作用下沿模具内腔流动而胀出支管
钛三通都是冷拔等径三通,也是所谓的无缝等径三通。这种三通的生产工艺都是冷拔的工艺,冷拔的工艺是两边挤压管子而管子内部也会加压使其中间挤出支管,每一种材质都有其特定的抗拉强度和抗屈服度,所以说选择等径三通的原料必须要了解其特性。平焊法兰随着外长输管道建设的飞速发展,管道试压成为必不可少的一个重要环节,在试压前后,必须对每段管线进行通球扫线,次数一般为45次。三通的主要作用是改变流体方向的。按管径尺寸划分:等径三通的接管端部均为相同的尺寸;异径的三通的主管接管尺寸相同,而支管的接管尺寸小于主管的接管尺寸。以制作方法划分:顶制、压制、锻制、铸造等。
三通的工作情况,同弯头相似,介质通过三通时直冲三通的支路与直路的相交处,此处的承载压力和冲刷腐蚀大于其它部位。支路为主管路的卸压分流状态。
常见的钛管件生产工艺
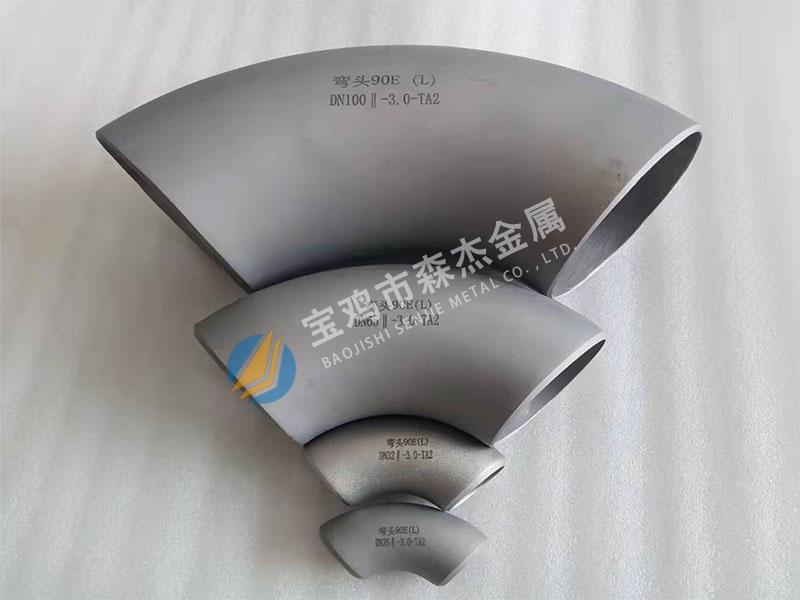
我国钛管道使用初期国内没有厂家生产标准的钛管件,不得不使人们采用多焊缝式(俗称“虾米腰”式)钛弯头,它的加工工艺繁杂。通常采用将管切成多段斜口、焊接而成或板金下成多节叶形展开料,再卷制焊接,焊缝量大。由于焊接处的几何形状不连续,将产生较高的应力集中,因此,对这种管件的工作压力和工作温度必须作出严格的规定。焊缝会大大降低耐蚀性、易泄漏、且外观欠佳,内表面为折面而增大了管道传输阻力和背部的焊缝受到严重的冲刷腐蚀而降低了寿命。
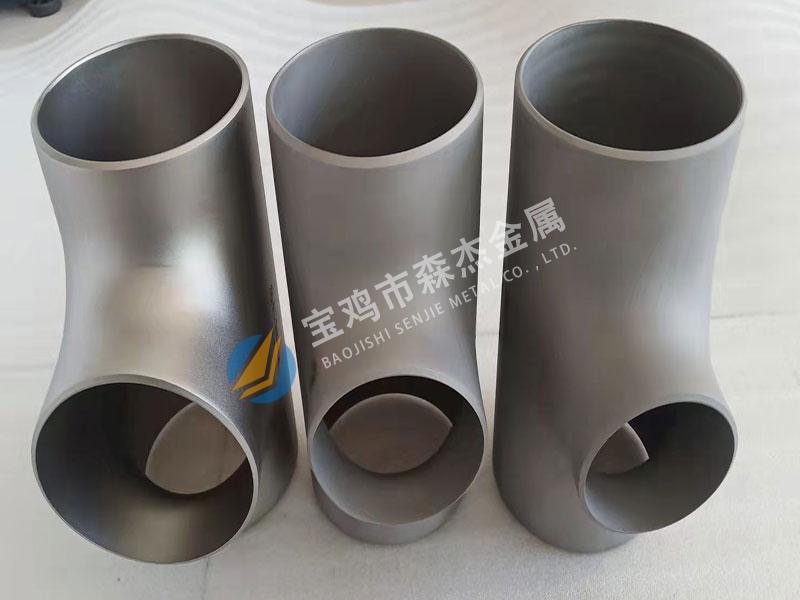
焊接三通
三通采取在直管道上开孔,将支路直接管焊接而成,因钛材的加工性能不如其它材料,焊接处的相贯线的加工也是相当困难的。更为重要的是,焊缝处产生直角,一是严重的影响着介质的流导,增大了管道的传输阻力,二是相贯线的曲线焊接困难,三是直角部位的冲刷腐蚀增大,使直角部位早损。